



Технологијата за сечење со дијамантска жица е позната и како технологија за консолидирано абразивно сечење. Станува збор за употреба на метод на галванизација или смолесто врзување на дијамантски абразив консолидиран на површината на челична жица, при што дијамантската жица директно дејствува на површината на силиконска прачка или силиконска ингота за да произведе брусење, за да се постигне ефектот на сечење. Сечењето со дијамантска жица има карактеристики на брза брзина на сечење, висока точност на сечење и мала загуба на материјал.
Во моментов, пазарот на монокристални силиконски плочки за сечење дијамантска жица е целосно прифатен, но во процесот на промоција се среќава и еден од најчестите проблеми со кадифено белата боја. Со оглед на ова, овој труд се фокусира на тоа како да се спречи проблемот со кадифено белата боја на монокристалните силиконски плочки за сечење дијамантска жица.
Процесот на чистење на монокристална силициумска плочка за сечење дијамантска жица е отстранување на силициумската плочка исечена од машината за жичена пила од плочата со смола, отстранување на гумената лента и чистење на силициумската плочка. Опремата за чистење е главно машина за претходно чистење (машина за дегумирање) и машина за чистење. Главниот процес на чистење на машината за претходно чистење е: хранење-спреј-спреј-ултразвучно чистење-дегумирање-чиста вода плакнење-недохранување. Главниот процес на чистење на машината за чистење е: хранење-чиста вода плакнење-чиста вода плакнење-алкално перење-алкално перење-чиста вода плакнење-чиста вода плакнење-претходна дехидратација (бавно кревање)-сушење-хранење.
Принципот на производство на монокристален кадифе
Монокристалната силициумска плочка е карактеристика на анизотропната корозија на монокристалната силициумска плочка. Принципот на реакцијата е следната хемиска равенка на реакцијата:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
Во суштина, процесот на формирање на велур е: раствор на NaOH за различна брзина на корозија на различни кристални површини, (100) брзината на површинска корозија е поголема од (111), па (100) на монокристалната силициумска плочка по анизотропна корозија, на крајот се формира на површината за (111) четиристран конус, имено „пирамидна“ структура (како што е прикажано на слика 1). Откако ќе се формира структурата, кога светлината ќе падне на наклонот на пирамидата под одреден агол, светлината ќе се рефлектира на наклонот под друг агол, формирајќи секундарна или поголема апсорпција, со што се намалува рефлективноста на површината на силициумската плочка, односно ефектот на заробување на светлина (видете Слика 2). Колку е поголема големината и униформноста на „пирамидата“, толку е поочигледен ефектот на заробување, а толку е помала површинската емитирање на силициумската плочка.
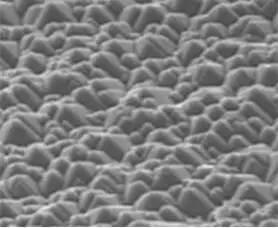
Слика 1: Микроморфологија на монокристална силициумска плочка по производство на алкали
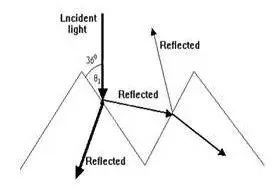
Слика 2: Принципот на светлосна стапица на „пирамидната“ структура
Анализа на белење на еден кристал
Со скенирачки електронски микроскоп на белата силициумска плочка, беше откриено дека пирамидалната микроструктура на белата плочка во областа во основа не е формирана, а површината изгледаше како да има слој од „восочни“ остатоци, додека пирамидалната структура на велурот во белата област на истата силициумска плочка е формирана подобро (видете ја Слика 3). Ако има остатоци на површината на монокристалната силициумска плочка, површината ќе има преостаната површина со големина на „пирамида“ структура и генерирање на униформност, а ефектот на нормалната област е недоволен, што резултира со рефлективност на преостанатата кадифена површина поголема од нормалната област, областа со висока рефлективност во споредба со нормалната област во визуелниот рефлектирана како бела. Како што може да се види од обликот на распределбата на белата област, таа не е правилна или правилна форма во голема површина, туку само во локални области. Треба да биде дека локалните загадувачи на површината на силициумската плочка не се исчистени, или состојбата на површината на силициумската плочка е предизвикана од секундарно загадување.
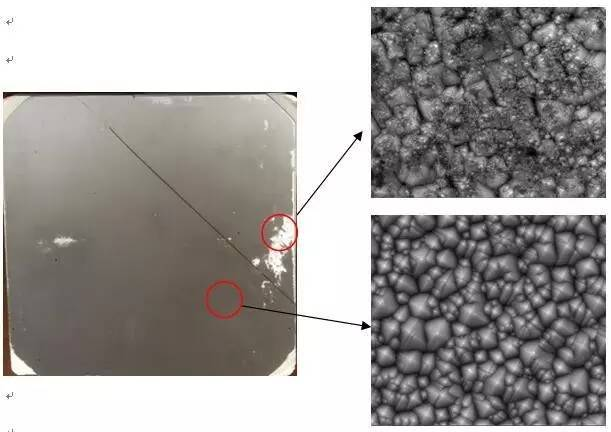
Слика 3: Споредба на регионалните разлики во микроструктурата кај кадифено белите силиконски плочки
Површината на силиконската плочка за сечење со дијамантска жица е помазна, а оштетувањето е помало (како што е прикажано на Слика 4). Во споредба со силиконската плочка од малтер, брзината на реакција на алкалијата и површината на силиконската плочка за сечење со дијамантска жица е помала од онаа на монокристалната силиконска плочка за сечење со малтер, па затоа влијанието на површинските остатоци врз кадифениот ефект е поочигледно.
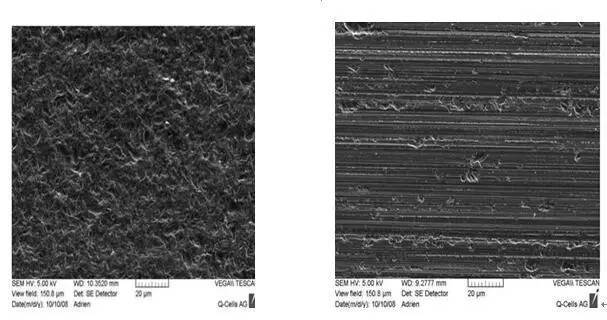
Слика 4: (A) Површинска микрографска слика на силиконска плочка исечена со малтер (B) површинска микрографска слика на силиконска плочка исечена со дијамантска жица
Главен преостанат извор на површина на силиконска плочка со дијамантска жица
(1) Течност за ладење: главните компоненти на течноста за ладење за сечење со дијамантска жица се сурфактант, дисперзант, средство за оцрнување и вода и други компоненти. Течноста за сечење со одлични перформанси има добра суспензија, дисперзија и лесна способност за чистење. Сурфактантите обично имаат подобри хидрофилни својства, што е лесно да се исчисти во процесот на чистење на силиконските плочки. Континуираното мешање и циркулација на овие адитиви во водата ќе произведе голема количина пена, што резултира со намалување на протокот на течноста за ладење, што влијае на перформансите на ладење, а може да предизвика сериозни проблеми со пена, па дури и прелевање на пена, што сериозно ќе влијае на употребата. Затоа, течноста за ладење обично се користи со средство за отстранување на пена. За да се обезбедат перформанси на отстранување на пена, традиционалниот силикон и полиетер обично се слабо хидрофилни. Растворувачот во вода е многу лесен за адсорбирање и останува на површината на силиконските плочки при последователното чистење, што резултира со проблем со бели дамки. И не е добро компатибилен со главните компоненти на течноста за ладење, затоа, мора да се направи во две компоненти. Главните компоненти и средствата за отстранување на пена се додаваат во вода. Во процесот на употреба, според состојбата со пената. Не е можно квантитативно да се контролира употребата и дозата на средствата против пенење. Лесно може да се дозволи предозирање со средства за отстранување на пена, што доведува до зголемување на остатоците од површината на силиконските плочки. Исто така е понезгодно за работа. Сепак, поради ниската цена на суровините и суровините од средствата за отстранување на пена, затоа, повеќето домашни средства за ладење го користат овој систем на формула. Друга течност за ладење користи ново средство за отстранување на пена. Може да биде добро компатибилна со главните компоненти. Без додатоци. Може ефикасно и квантитативно да ја контролира нејзината количина. Може ефикасно да спречи прекумерна употреба. Вежбите се исто така многу лесни за изведување. Со соодветен процес на чистење, неговите остатоци можат да се контролираат на многу ниски нивоа. Во Јапонија и неколку домашни производители го усвојуваат овој систем на формула. Сепак, поради високата цена на суровините, неговата ценовна предност не е очигледна.
(2) Верзија со лепак и смола: во подоцнежната фаза од процесот на сечење на дијамантска жица, силициумската плочка во близина на влезниот крај е однапред исечена, силициумската плочка на излезниот крај сè уште не е исечена, рано исечената дијамантска жица почнала да сече до гумениот слој и смолестата плоча, бидејќи лепилото од силициумска прачка и смолестата плоча се производи од епоксидна смола, нивната точка на омекнување е во основа помеѓу 55 и 95℃, ако точката на омекнување на гумениот слој или смолестата плоча е ниска, таа лесно може да се загрее за време на процесот на сечење и да предизвика омекнување и топење, прицврстена на челичната жица и површината на силициумската плочка, предизвикувајќи намалување на способноста за сечење на дијамантската линија, или силициумските плочки се впиваат и се обоени со смола, откако ќе се прицврстат, многу е тешко да се измијат. Таквата контаминација најчесто се јавува во близина на работ на силициумската плочка.
(3) силициумски прав: при сечење на дијамантска жица ќе се произведе многу силициумски прав, со сечењето, содржината на течноста за ладење на малтерот ќе биде сè поголема, кога правот е доволно голем, ќе се залепи на површината на силиконот, а големината и големината на силициумскиот прав при сечење на дијамантска жица доведуваат до негова полесна адсорпција на површината на силиконот, што го отежнува чистењето. Затоа, осигурајте се дека течноста за ладење е ажурирана и квалитетна и намалете ја содржината на прав во течноста за ладење.
(4) средство за чистење: производителите на дијамантска жица за сечење најчесто користат сечење на малтер истовремено, најчесто користат претходно миење на малтер за сечење, процес на чистење и средство за чистење итн., технологијата за сечење на единечна дијамантска жица од механизмот за сечење, формирајќи комплетен сет на линија, течноста за ладење и сечењето на малтер имаат голема разлика, па затоа соодветниот процес на чистење, дозата на средството за чистење, формулата итн. треба да се направат за сечење на дијамантска жица за соодветно прилагодување. Средството за чистење е важен аспект, оригиналната формула на средството за чистење сурфактант, алкалноста не е погодна за чистење на силиконска плочка за сечење на дијамантска жица, треба да се земе предвид составот и површинските остатоци од средството за чистење за површината на силиконската плочка за дијамантска жица и процесот на чистење. Како што споменавме погоре, составот на средството за отстранување на пена не е потребен при сечење на малтер.
(5) Вода: сечење на дијамантска жица, претходно перење и чистење, водата за прелевање содржи нечистотии, може да се адсорбира на површината на силиконската плочка.
Намалете го проблемот со тоа што кадифената коса изгледа бела, предлози
(1) За да се користи течноста за ладење со добра дисперзија, а течноста за ладење е потребна употреба на средство за отстранување на пена со ниски остатоци за да се намалат остатоците од компонентите на течноста за ладење на површината на силиконската плочка;
(2) Користете соодветен лепак и смолеста плоча за да го намалите загадувањето на силиконските плочки;
(3) Течноста за ладење се разредува со чиста вода за да се осигури дека нема лесно задржување на нечистотии во употребената вода;
(4) За површината на силиконска плочка исечена со дијамантска жица, користете посоодветно средство за чистење со активност и ефект на чистење;
(5) Користете го системот за онлајн обновување на течноста за ладење со дијамантска линија за да ја намалите содржината на силиконски прав во процесот на сечење, со цел ефикасно да се контролира остатокот од силиконски прав на површината на силиконската плочка. Во исто време, може да се зголеми и подобрувањето на температурата на водата, протокот и времето на претходно перење, за да се осигури дека силиконскиот прав се пере на време.
(6) Откако силиконската плочка ќе се постави на масата за чистење, таа мора веднаш да се третира и да се одржува влажна во текот на целиот процес на чистење.
(7) Силициумската плочка ја одржува површината влажна во процесот на отстранување на гумите и не може да се исуши природно. (8) Во процесот на чистење на силициумската плочка, времето изложено на воздух може да се намали колку што е можно за да се спречи создавање цветови на површината на силициумската плочка.
(9) Персоналот за чистење не смее директно да ја допира површината на силиконската плочка за време на целиот процес на чистење и мора да носи гумени ракавици, за да не се создаде отпечаток од прст.
(10) Во референцата [2], крајот на батеријата користи процес на чистење со водород пероксид H2O2 + алкален NaOH според волуменски сооднос од 1:26 (раствор од 3%NaOH), што може ефикасно да го намали појавувањето на проблемот. Неговиот принцип е сличен на растворот за чистење SC1 (попознат како течност 1) на полупроводничка силициумска плочка. Нејзиниот главен механизам: оксидацискиот филм на површината на силициумската плочка се формира со оксидација на H2O2, кој е кородиран од NaOH, а оксидацијата и корозијата се случуваат постојано. Затоа, честичките прикачени на силициумскиот прав, смола, метал итн., исто така паѓаат во течноста за чистење со корозивниот слој; поради оксидацијата на H2O2, органската материја на површината на плочката се распаѓа на CO2, H2O и се отстранува. Овој процес на чистење производителите на силициумски плочки го користат овој процес за обработка на чистење на сечење дијамантска жица монокристални силициумски плочки, силициумски плочки во домашните и тајванските и други производители на батерии во серија на кадифено бела боја. Исто така, постојат производители на батерии кои користат сличен процес на претходно чистење со кадифе, исто така ефикасно го контролираат изгледот на кадифено бела боја. Може да се види дека овој процес на чистење се додава во процесот на чистење на силиконските плочки за да се отстранат остатоците од силиконските плочки, со цел ефикасно да се реши проблемот со белите влакна на крајот од батеријата.
заклучок
Во моментов, сечењето со дијамантска жица стана главна технологија за обработка во областа на сечењето монокристали, но во процесот на промовирање на проблемот со добивање кадифено бела боја ги загрижува производителите на силиконски плочки и батерии, што доведе до тоа производителите на батерии да имаат одреден отпор кон сечењето со дијамантска жица на силиконските плочки. Преку споредбена анализа на белата површина, таа е главно предизвикана од остатоците на површината на силиконските плочки. Со цел подобро да се спречи проблемот со силиконските плочки во ќелијата, овој труд ги анализира можните извори на површинско загадување на силиконските плочки, како и предлозите и мерките за подобрување во производството. Според бројот, регионот и обликот на белите дамки, причините можат да се анализираат и подобрат. Особено се препорачува да се користи процес на чистење со хидроген пероксид + алкали. Успешното искуство покажа дека може ефикасно да се спречи проблемот со сечење со дијамантска жица и изработка на силиконски плочки со кадифено белење, за упатство на општите инсајдери во индустријата и производителите.
Време на објавување: 30 мај 2024 година